客服热线
0510-83076068


—————— PRODUCT ——————
—————— PRODUCT ——————
—————— PRODUCT ——————
—————— PRODUCT ——————
—————— PRODUCT ——————
—————— PRODUCT ——————

—————— ABOUT ——————
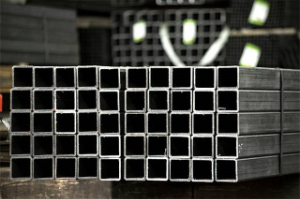
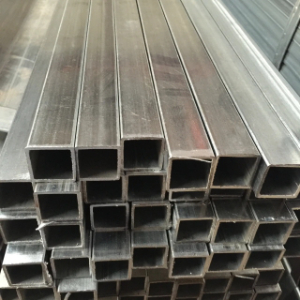
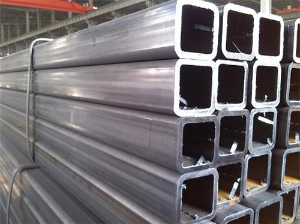
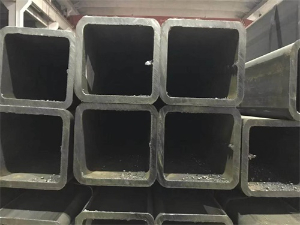
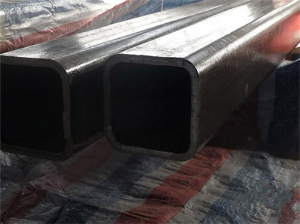
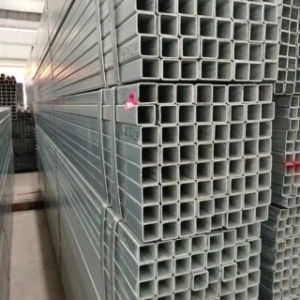
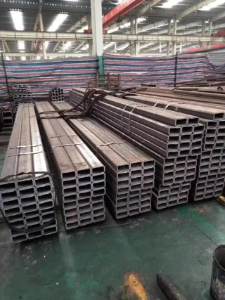
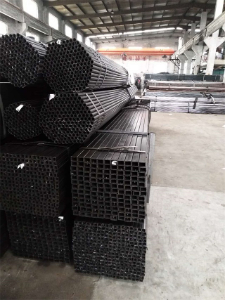
江苏百利源方管厂是一家专业生产方管的制造企业。本厂占地面积500亩,建筑面积46700平方米,总投资8亿元人民币,年产方管50万吨,年销售额达40亿元人民币。公司经过多年发展,形成了自产自销模式。同时为满足广大客户的需求,本公司与上海宝钢,天津钢管集团,攀钢,包钢,冶钢,鞍钢,华菱衡钢形成战略合作伙伴关系。弥补了各钢厂规格生产不全的缺陷,为广大客户提供一站式服务。本公司经营以上钢厂及本厂生产的方管。材质为:10# 20# 45# 16MN Q345B Q345C Q345D Q345E Q235B等。本公司热忱欢迎各界朋友莅临指导,洽谈合作!经营类:企业… [MORE + ]
—————— PICTURES ——————
—————— PICTURES ——————
固一话:0510-83076068 贺部长(贺庆镇)主管 固二话:0510-83076658 孙经理 固三话:0510-83079997 李经理 固四话:0510-83079993 贺经理
固五话:0510-83079994 高经理 传真:0510-83079997 自动写贺经理收 手机:189 0152 2222 (总经理) 手机:133 3878 6068 贺部长( 厂长)
手机:133 8220 6068 孙经理(开单处) 手机:13373661878 高经理(仓库) 上网洽谈工具:QQ 473334606 邮箱:473334606@qq.com
地址:无锡市-惠山区-钱桥镇-(西章工业园-惠澄大道77号)百利源钢管厂
热门标签:Q235B方管 (93)江苏Q235B方管 (42)无缝方管 (32)无锡Q235B方管 (32)大口径无缝方管 (30)小口径无缝方管 (30)q345b方管 (24)规格 (19)Q235B方矩管 (16)q345b无缝方管 (16) 更多